Сварочные процессы
13 Февраля 2012
Процессы
Процесс Control Weld - сварка тонких листов под контролем
Процесс Control Weld отличает равномерная дуга, особенно подходящая для сварки тонкостенных деталей. Классические примеры применения: электротехническая промышленность, производство отопительной техники, бытовых машин, металлической мебели. Кроме того процесс Control Weld используется при ремонтных работах во всех отраслях промышленности и позволяет вести сварку в чистом углекислом газе.
Область применения
- Тонкостенные изделия
- Сварка в чистом углекислом газе
- Ручная и автоматизированная сварка, ремонтные работы
- MIG-пайка
Особенности
- Равномерная дуга.
- Незначительное внесение тепла.
- Хорошее перекрытие зазоров.
Материал
- Сталь
- Высокопрочная сталь
- Алюминий
- Хромоникелевые сплавы
- Листы с покрытием
|
|
Технические характеристики |
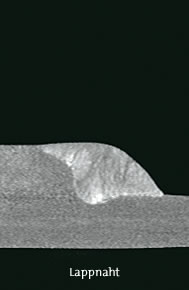
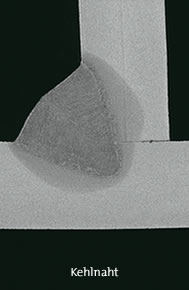
Шов таврового соединения |
Шов внахлёстку |
|
Материал |
S235 |
S235 |
|
Диаметр сварочной проволоки ?, мм |
1,0 |
1,0 |
|
Скорость подачи сварочной проволоки VD , м/мин |
4,2 |
5,0 |
|
Скорость сварки Vs, см/мин |
55 |
70 |
|
Напряжение U, В |
17,3 |
17,4 |
|
Ток I, A |
128 |
126 |
|
Толщина листа, мм |
1,5 / 1,5 |
1,5 / 1,5 |
|
|
Процесс Speed Weld - Специальный процесс для быстрой сварки
Процесс Speed Weld подходит для сварки листов любой толщины. Даже при высоких скоростях сварки достигается хорошая глубина проплавления и надёжное соединение кромок. Это обеспечивается сфокусированной пульсирующей дугой с управляемой мощностью плавления. Процесс Speed Weld применяется во всех отраслях промышленного производства.
Область применения
- Материалы малой и большой толщины
- В основном, автоматическая сварка, а также сварка вручную
Особенности
- Хорошая глубина проплавления при высокой скорости сварки.
- Надёжное соединение кромок
- Высококачественные швы
Материал
- Сталь
- Высокопрочая сталь
- Алюмиий
- Хромоникелевые сплавы
- Листы с покрытием
|
|
Технические характеристики |
Шов таврового соединения |
Шов внахлёстку |
|
Материал |
1.4316 |
1.4316 |
|
Диаметр сварочной проволоки ?, мм |
1,0 |
1,0 |
|
Скорость подачи сварочной проволоки VD , м/мин |
5,8 |
5,0 |
|
Скорость сварки Vs, см/мин |
80 |
70 |
|
Напряжение U, В |
21,0 |
21,0 |
|
Ток I, A |
130 |
130 |
|
Толщина листа, мм |
1,5 / 1,5 |
1,5 / 1,5 |
|
|
Процесс Rapid Weld - Быстро и качественно
Достоинства процесса Rapid Weld проявляются везде, где требуется высокая мощность дуги и большая глубина проплавления при высокой скорости сварки. Процесс Rapid Weld может применяться как при сварке вручную, так и в автоматических установках. Его преимущества особенно важны для тяжёлого машиностроения и судостроения.
Область применения
- Толстостенные стальные конструкции
- Автоматическая и ручная сварка
Особенности
- Большая скорость подачи сварочной проволоки.
- Глубокое проплавление при высокой мощности дуги.
- Управляемая форма зоны плавления.
Материал
|
|
Технические характеристики |
Шов внахлёстку |
Шов внахлёстку с зазором |
|
Материал |
S235 |
S235 |
|
Диаметр сварочной проволоки ?, мм |
1,2 |
1,2 |
|
Скорость подачи сварочной проволоки VD , м/мин |
12,5 |
11,5 |
|
Скорость сварки Vs, см/мин |
52 |
30 |
|
Напряжение U, В |
33,0 |
28,5 |
|
Ток I, A |
360 |
315 |
|
Толщина листа, мм |
10,0 / 10,0 |
8,0 / 10,0 |
|
|
Процесс Cold Weld - сварка с минимальным внесением тепла
В процессе Cold Weld благодаря специальной форме импульсов переменного тока обеспечивается незначительное внесение тепловой энергии. Такого рода “холодный” процесс дуговой сварки хорошо контролируется. Материал свариваемого изделия подвергается минимальному тепловому воздействию и сохраняет, в основном, свои первоначальные свойства. При сварке достигается высокое качество шва при хорошем перекрытии зазоров и увеличенной скорости. Достоинства процесса проявляются при сварке листов от малой до средней толщины.
Область применения
- Ручная и автоматизированная сварка
- Тонкие листы
Особенности
- Минимальное внесение тепла
- Оптимальное качество шва
- Безупречный конроль за внесением тепла
Материал
- Cталь
- Высокопрочная сталь
- Алюминий
- Хромоникелевые сплавы
- Листы с покрытием
|
|
Технические характеристики |
Соединение внахлёстку |
Соединение внахлёстку с зазором |
|
Материал |
CuSi3 |
CuSi3 |
|
Диаметр сварочной проволоки ?, мм |
1,2 |
1,2 |
|
Скорость подачи сварочной проволоки VD , м/мин |
4,5 |
4,5 |
|
Скорость сварки Vs, см/мин |
80 |
80 |
|
Напряжение U, В |
16,5 |
16,0 |
|
Ток I, A |
132 |
135 |
|
Толщина листа, мм |
1,0 / 1,0 |
1,0 / 1,0 |
|
|
Tandem Weld - Процесс высокой производительности
В процессе “тандем” по отдельности подаются две сварочные проволоки с раздельным электрическим потенциалом и одновременно расплавляются в одной сварочной ванне. Благодаря двум раздельным цепям сварочного тока удаётся с особенной точностью управлять горением дуги. В результате достигается высокая экономическая эффективность сварочного производства при отличном качестве и незначительной тепловой энергии, вносимой на единицу длины шва изделия.
Область применения
- Автоматическая сварка
- Детали от малой до большой толщины
Особенности
- Очень высокая скорость сварки
- Большая мощность плавления
- Отличное качество шва и минимальная склонность к образованию пор
- Незначительная тепловая энергия, вносимая на единицу длины шва
- Оптимальный контроль дуги
Материал
- Сталь
- Высокопрочная сталь
- Алюминий
- Хромоникелевые сплавы
- Листы с покрытием
|
|
Технические характеристики |
Шов таврового соединения |
Шов внахлёстку |
|
Материал |
S235 |
S235 |
|
Диаметр сварочной проволоки ?, мм |
1,2 |
1,2 |
|
Скорость подачи сварочной проволоки VD , м/мин ( 1-я проволока / 2-я проволока ) |
19,1 / 9,0 |
22,0 / 13,0 |
|
Скорость сварки Vs, см/мин |
140 |
120 |
|
Напряжение U, В ( 1-я проволока / 2-я проволока ) |
35,5 / 29 |
|
|
31,8 / 32,8 |
|
|
|
Ток I, A ( 1-я проволока / 2-я проволока ) |
445 / 240 |
445 / 335 |
|
Толщина листа, мм |
8,0 / 8,0 |
8,0 / 8,0 |
|
|
Laser Hybrid Weld - экономичный, как никогда
По сравнению с обычными процессами дуговой сварки одной проволокой в защитных газах, а также “тандем” достигается значительная экономия времени и расходных материалов. Стыковые соединения можно сваривать без разделки. Кроме того при сварке как тонких листов, так и деталей большой толщины скорость сварки очень высокая. Сегодня на установках лазерно-дуговой гибридной сварки фирмы CLOOS изготавливаются детали для строительных машин, железнодорожного подвижного состава и в автомобильной промышленности.
Область применения
- Материалы малой и большей толщины
- Автоматическая сварка
Особенности
- Сокращение времени на обработку*:
до 57%.
- Уменьшение расхода присадочных материалов*:
до 70%.
- Большая глубина проплавления обеспечивается лазерным лучом.
- Надёжное соединение кромок обеспечивает дуговая сварка в защитных газах
* Сравнение процесса “тандем” с лазерно-дуговым гибридным процессом. Сталь низколегированная, толщина листа 10 мм.
Преимущества по сравнению с дуговой сваркой в защитных газах
- Больше производительность, благодаря высокой скорости сварки
- Меньше требуемая подготовка при больших толщинах.
- Меньше тепловая деформация изделия, благодаря пониженному внесению тепла
- Стабильность, обеспечиваемая взаимодействием двух сварочных процессов
Материал
- Cталь
- Высокопрочная сталь
- Алюминий
- Хромоникелевые сплавы
- Листы с покрытием
|
|
Технические характеристики |
Шов таврового соединения |
Стыковой шов |
|
Материал |
S235 |
S235 |
|
Диаметр сварочной проволоки ?, мм |
1,2 |
1,2 |
|
Скорость подачи сварочной проволоки VD , м/мин |
10,0 |
10,0 |
|
Скорость сварки Vs, см/мин |
85 |
150 |
|
Напряжение U, В |
27,0 |
27,5 |
|
Ток I, A |
260 |
280 |
|
Толщина листа, мм |
12,0 |
12,0 |
|
Мощность лазера P, кВт |
8,0 / 12,0 |
8,0 |
|
|
|