Alloy МС-350 МX
|
Стоимость: 180500 рублей
|
 |

Сварочный полуавтомат МС-350МX – представляет собой, аппарат, при создании которого учитывались все лучшие достижения технологий эЛЛОй®. Малый вес, широкий диапазон настроек и надежность воплотились в этой серии. Но основным преимуществом является, прежде всего, синергетическая панель управления.
Все источники сварочного тока MIG/MAG Sinergy в серийном исполнении предлагают синергетический режим управления. Наглядная панель делает настройку элементарно простой. В памяти аппарата заложены характеристики для любого сварочного задания. Вращением ручки производится тонкая настройка дуги. Сочетания параметров выверены в реальных условиях.
Теперь не стоит задумываться о надежности, аппарат будет выполнять свои основные функции даже в самых суровых условиях. А наличие многопроцессорной системы делает силовой агрегат не просто надежным, а стабильным на всех режимах сварочного процесса.
Выполненные в раздельном исполнении источник питания (ИП) с панелью управления и механизм подачи (ПМ) предназначен для:
- полуавтоматической (механизированной) сварки в среде защитных и активных газов и смесях сплошной проволокой стали, в том числе легированной (МП; MIG/MAG) (тип процесса GMAW);
- полуавтоматической (механизированной) сварки порошковой проволокой (тип процесса FCAW);
Обзор преимуществ
Синергетика
Применение синергетического управления позволяет оператору адаптировать сварочную установку к самым сложным задачам. В том случае, когда параметры сварки, выдаваемые аппаратом, не будут соответствовать условиям сварки, оператор имеет возможность подстройки режима. Но вместе с подстраиваемым параметром, а в большинстве случаев – это напряжение на дуге, будет изменяться и скорость сварки, сохраняя принцип – «один импульс – одна капля». Такое регулирование сварочного процесса принято называть синергетическим управлением (англ. synergic – работать вместе). Оператору лишь необходимо выбрать синергетическую программу и требуемую скорость подачи проволоки или сварочный ток.
Точность
Тотальный контроль над сварочным процессом за счет многопроцессорной системы
Эффективность в любых условиях
Подбор мощностей позволяет выбрать аппарат, соответствующий любым требованиям. Все модели выпускаются в компактном корпусе с возможностью выбора подающих механизмов и сварочных горелок. При необходимости аппарат можно доукомплектовать блоком водяного охлаждения.
Подающий механизм МПЗ-21
Прочная конструкция и тщательно подобранные, испытанные комплектующие выделяют подающий механизм МПЗ-21 и обеспечивают наилучшие возможности, отвечающие самым высоким требованиям.
Подающий механизм МПЗ-31
Непревзойденное качество сварочного процесса в новом современном дизайне выделяют подающий механизм МПЗ-31. Новый подход в создании сварочного оборудования позволил нам создать удобный и отвечающий всем требованиям подающий механизм.
Блок Водяного Охлаждения (БВО)
Используется для охлаждения сварочных горелок с максимальным током до 450A (при ПВ=60%).БВО укомплектованы мощным насосом из нержавеющей стали, что гарантирует высокое качество и производительность.
Технические характеристики МС-350 МХ
|
|
Характеристики |
Величина |
|
|
Напряжение питающей сети, В |
3~380 ±10% |
|
|
Потребляемая мощность, кВА |
14 |
|
|
Напряжение холостого хода не более, В |
92 |
|
|
Диапазон регулирования тока, А |
40 - 350 |
|
|
Диапазон рег. сварочного напряжения, В |
16 - 42 |
|
|
Скорость подачи свар. пров., м/мин |
2 - 20 |
|
|
Сварочный ток, А при ПВ=60% |
350 |
|
|
Диаметр сварочной проволоки, мм |
0.8/1.0/1.2 |
|
|
Габаритные размеры, мм |
795?335?570 |
|
|
Масса, кг |
45 |
|
|
Габариты подающего механизма, мм |
460х200х330 |
|
|
Масса подающего механизма, кг |
10 |
|
|
|
Дополнительные функции
1. Форсирование дуги (Arc Force)
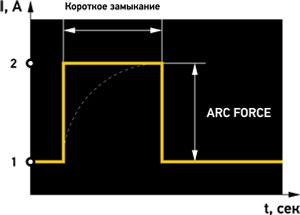
Кратковременное повышение тока в момент перемыкания каплей расплавленного металла дугового промежутка
2. Четырехроликовый привод
4-х роликовый механизм подачи обеспечивает плавную (без рывков) подачу проволоки в процессе сварки.
3. Мягкий старт

Плавное (регулируемое) нарастание скорости подачи проволоки до момента касания проволокой свариваемого изделия.
4. Откат проволоки после сварки
По завершению процесса сварки, происходит небольшой возврат проволоки, для удобного последующего зажигания.
5. Выбор режимов работы сварочной горелки
Возможность оператору выбрать 2х-тактный или 4-х тактный режим работы сварочной горелки для снижения нагрузки на руку сварщика при продолжительной работе.
6. Регулировка заварки кратера
Обеспечение необходимой формы сварного шва в его «хвостовой» части, отсутствие кратера, обеспечение плавного перехода от сварного шва к основному металлу в «конце» шва.
Защита аппарата
- Термозащита
Защита электрокомпонентов от перегрева в процессе сварки.
- Защита от перегрузок
Защита электрокомпонентов от перегрева в процессе сварки.
- Силиконовая защита плат
Защита электрокомпонентов от перегрева в процессе сварки.
Свариваемые материалы
- Углеродистые и низколегированные стали
- Высокопрочные легированные и теплоустойчивые стали
- Нержавеющие и жаростойкие стали
- Алюминий и его сплавы
|